The Max Die Group has the “know all” to manufacture complex parts made from very light weight high strengths steels. The increased performance of a hot stamped part over a cold stamp part has allowed manufacturers to eliminate production of other weight bearing support components, thus doing away with unnecessary material and assembly cost. Overall weight of assemblies can be significantly reduced with the use of hot stamped components as well.
MDG offers customers multiple hot stamp cells at two different locations. MTD’s single cavity oven and Sigma’s multi-cavity (2 ovens, 9 cavities) process provides a continuous flow of heated blanks, robotically load and unload to a fully automated hydraulic press, that can be quickly configured to run a different part with very little down time. Offline 6-axis laser production processing of holes & trim is also available.
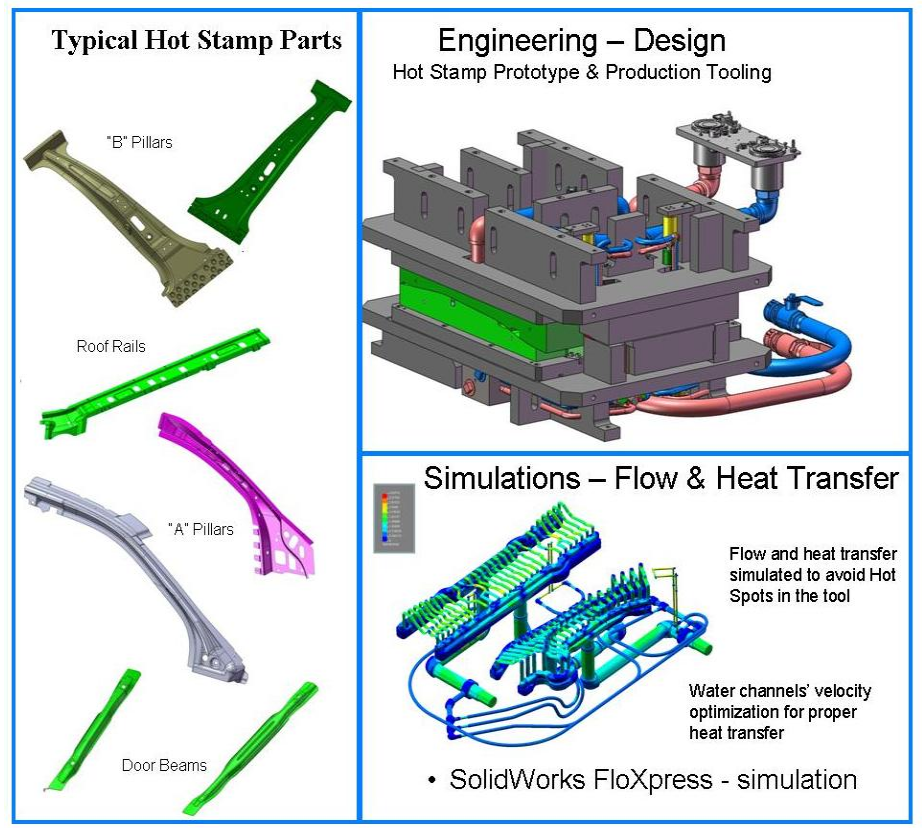
Our capabilities include:
- Design support for product manufacture
- Simulation software and experienced personnel to confirm process development
- In-house hot stamp cell for rapid prototype & production process confirmation with over a decade of experience
FROM A BLANK
TO A HOT FORMED PART
- Loading of oven with a blank or a developed blank
- Heating of the blank in a continuous flow oven to approx 950◦C (1750◦F)
- Loading of heated blank into press using specially designed gripper tooling
- Part forming in die of a hydraulic press
- Cooling of part in die for uniform tempering & hardening – exit temperature of 150-200◦C (300-400◦F)
- Part removal – check part quality
- Unloading of a good finished part into WIP containers
Hot Stamp Cell at Sigma Division


Press: HEFEI Metal Forming
Tonnage: 800 Ton
Bed Size: 126” x 86”
Ovens: Electric (250kW & 150kW respectively)
Main: Multi Chamber (6-cavity)
Secondary: Multi Chamber (3-cavity)
Interior Size: 6-cavity – 65.75″ x 80.71″ x 82.68″,
3-cavity – 65.65” x 80.71” x 43.31”
Cooling: Water cooled from cooling tower
Robot Type: Kuka KR150/2 & 200/2, 6-axis
Range of Travel: 106″
No. of Robots: 3 (R1, R2 & R3)
Payload: 150 kg
Hot Stamp Cell at Manor Tool & Die


Press: Clearing
Tonnage: 1600 Ton
Bed Size: 144″ x 96″
Oven: LINBERG (Electric) 70kW, Single Chamber (1-cavity)
Interior Size: 86.61″W x 86.5″D x 19.0″H
Robot Type: FANUC S420F, 6-axis
Range of Travel: 95″
No. of Robots: 1
Payload: 120 kg